
Page 46 - 4302
P. 46
Для отримання наплавленого шару з високими механічними
властивостями необхідно якісно провести підготовку поверхні, яка
полягає в очищенні її від масла, окалини і інших забруднень
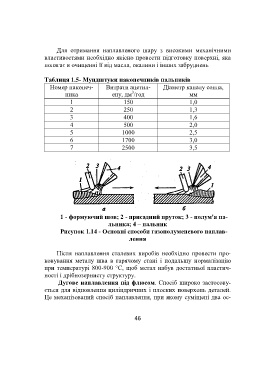
Таблиця 1.5- Мундштуки наконечників пальників
Номер наконеч- Витрати ацетил- Діаметр каналу сопла,
3
ника ену, дм /год мм
1 150 1,0
2 250 1,3
3 400 1,6
4 500 2,0
5 1000 2,5
6 1700 3,0
7 2500 3,5
1 - формуючий шов; 2 - присадний пруток; 3 - полум'я па-
льника; 4 – пальник
Рисунок 1.14 - Основні способи газополуменевого наплав-
лення
Після наплавлення сталевих виробів необхідно провести про-
ковування металу шва в гарячому стані і подальшу нормалізацію
при температурі 800-900 °С, щоб метал набув достатньої пластич-
ності і дрібнозернисту структуру.
Дугове наплавлення під флюсом. Спосіб широко застосову-
ється для відновлення циліндричних і плоских поверхонь деталей.
Це механізований спосіб наплавлення, при якому суміщені два ос-
46