
Page 49 - 4302
P. 49
Наплавлення зазвичай ведуть постійним струмом зворотної по-
лярності. Напругу зварювальної дуги задають у межах 25-35 В,
швидкість наплавлення складає 20-25 м/год, подачі дроту - 75-180
м/год. Виліт електроду і крок наплавлення залежать від діаметру
дроту і визначаються за формулами
(10 12)d , (1.14)
S (2,0 2,5) ,d (1.15)
де - виліт електроду, мм;
S - крок наплавлення, мм.
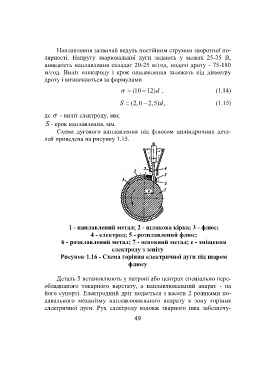
Схема дугового наплавлення під флюсом циліндричних дета-
лей приведена на рисунку 1.15.
1 - наплавлений метал; 2 - шлакова кірка; 3 - флюс;
4 - електрод; 5 - розплавлений флюс;
6 - розплавлений метал; 7 - основний метал; е - зміщення
електроду з зеніту
Рисунок 1.16 - Схема горіння електричної дуги під шаром
флюсу
Деталь 5 встановлюють у патроні або центрах спеціально пере-
обладнаного токарного верстату, а наплавлювальний апарат - на
його супорті. Електродний дріт подається з касети 2 роликами по-
давального механізму наплавлювального апарату в зону горіння
електричної дуги. Рух електроду вздовж зварного шва забезпечу-
49