
Page 41 - 4302
P. 41
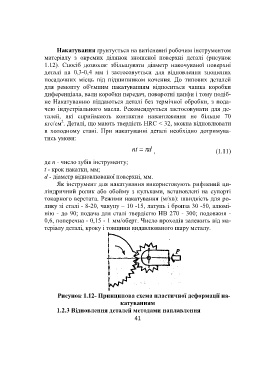
Накатування ґрунтується на витісненні робочим інструментом
матеріалу з окремих ділянок зношеної поверхні деталі (рисунок
1.12). Спосіб дозволяє збільшувати діаметр накочуваної поверхні
деталі на 0,3-0,4 мм і застосовується для відновлення зношених
посадочних місць під підшипником кочення. До типових деталей
для ремонту об'ємним накатуванням відноситься чашка коробки
диференціала, вали коробки передач, поворотні цапфи і тому подіб-
не Накатуванню піддаються деталі без термічної обробки, з пода-
чею індустріального масла. Рекомендується застосовувати для де-
талей, які сприймають контактне навантаження не більше 70
2
кгс/см . Деталі, що мають твердість HRC < 32, можна відновлювати
в холодному стані. При накатуванні деталі необхідно дотримува-
тись умови:
nt d , (1.11)
де n - число зубів інструменту;
t - крок накатки, мм;
d - діаметр відновлюваної поверхні, мм.
Як інструмент для накатування використовують рифлений ци-
ліндричний ролик або обойму з кульками, встановлені на супорті
токарного верстата. Режими накатування (м/хв): швидкість для ро-
лику зі сталі - 8-20, чавуну – 10 -15, латунь і бронза 30 -50, алюмі-
нію - до 90; подача для сталі твердістю НВ 270 - 300; подовжня -
0,6, поперечна - 0,15 - 1 мм/оберт. Число проходів залежить від ма-
теріалу деталі, кроку і товщини видавлюваного шару металу.
Рисунок 1.12- Принципова схема пластичної деформації на-
катуванням
1.2.3 Відновлення деталей методами наплавлення
41