
Page 247 - 4302
P. 247
го газу - в межах 1000 л/год. При такому режимі забезпечується
повне проплавлення западин шліців. Наплавлений метал - щільний,
з невеликими одиночними порами, твердість НВ 260 ... 300.
Наплавлений шлицевий вал піддають нормалізації за темпера-
тури 850 ... 870 °С, витримці в печі протягом 1 год і охолодження на
повітрі. Потім перевіряють биття валу і при необхідності правлять
його. Після проточування наплавленої ділянки шліци фрезерують.
Шліцеву частину валу гартують при нагріванні до 850 °С і
охолодженні в маслі. Відпускання шліцевого кінця вала роблять
при температурі 200 ... 250 °С з охолодженням на повітрі. При цьо-
му твердість шліцевої частини складає НВ 370 ... 430.
Розроблений також комбінований спосіб відновлення шліців,
сутність якого полягає в тому, що до вершин шліців контактним
зварюванням приварюють присадний матеріал (смугу або дріт) з
одночасною осадкою і роздачею шліців по ширині.
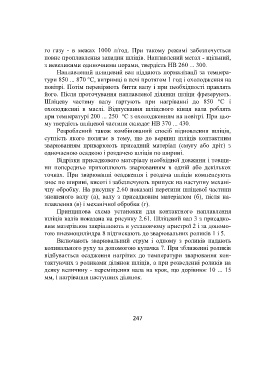
Відрізки присадкового матеріалу необхідної довжини і товщи-
ни попередньо прихоплюють зварюванням в одній або декількох
точках. При зварюванні осадження і роздача шліців компенсують
знос по ширині, висоті і забезпечують припуск на наступну механі-
чну обробку. На рисунку 2.60 показані перетини шліцевої частини
зношеного валу (а), валу з присадковим матеріалом (б), після на-
плавлення (в) і механічної обробки (г).
Принципова схема установки для контактного наплавлення
шліців валів показана на рисунку 2.61. Шліцевий вал 3 з присадко-
вим матеріалом закріплюють в установчому пристрої 2 і за допомо-
гою пневмоциліндра 8 підтискають до зварювальних роликів 1 і 5.
Включають зварювальний струм і одному з роликів надають
коливального руху за допомогою кулачка 7. При зближенні роликів
відбувається осадження нагрітих до температури зварювання кон-
тактуючих з роликами ділянок шліців, а при розведенні роликів на
деяку величину - переміщення вала на крок, що дорівнює 10 ... 15
мм, і нагрівання наступних ділянок.
247