
Page 252 - 4302
P. 252
На ремонтних підприємствах застосовують технологію
відновлення шліцьових валів наплавленням у середовищі вуглекис-
лого газу по гвинтовій лінії дротом Нп-30ХГСА. Наплавлення ви-
конують на універсальному наплавлювальному верстаті.
При цьому способі наплавлення створюється можливість з
однієї установки наплавляти кілька зношених поверхонь деталі.
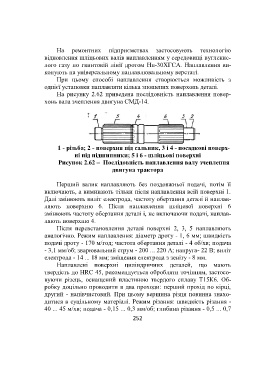
На рисунку 2.62 приведена послідовність наплавлення повер-
хонь вала зчеплення двигуна СМД-14.
1 - різьба; 2 - поверхня під сальник, 3 і 4 - посадкові поверх-
ні під підшипники; 5 і 6 - шліцьові поверхні
Рисунок 2.62 – Послідовність наплавлення валу зчеплення
двигуна трактора
Перший валик наплавляють без поздовжньої подачі, потім її
включають, а вимикають тільки після наплавлення всій поверхні 1.
Далі змінюють виліт електрода, частоту обертання деталі й наплав-
ляють поверхню 6. Після наплавлення шліцевої поверхні 6
змінюють частоту обертання деталі і, не включаючи подачі, наплав-
ляють поверхню 4.
Після перевстановлення деталі поверхні 2, 3, 5 наплавляють
аналогічно. Режим наплавлення: діаметр дроту - 1, 6 мм; швидкість
подачі дроту - 170 м/год; частота обертання деталі - 4 об/хв; подача
- 3,1 мм/об; зварювальний струм - 200 ... 220 А; напруга- 22 В; виліт
електрода - 14 ... 18 мм; зміщення електрода з зеніту - 8 мм.
Наплавлені поверхні циліндричних деталей, що мають
твердість до НRС 45, рекомендується обробляти точінням, застосо-
вуючи різець, оснащений пластиною твердого сплаву Т15К6. Об-
робку доцільно проводити в два проходи: перший прохід по кірці,
другий - напівчистовий. При цьому вершина різця повинна знахо-
дитися в суцільному матеріалі. Режим різання: швидкість різання -
40 ... 45 м/хв; подача - 0,15 ... 0,3 мм/об; глибина різання - 0,5 ... 0,7
252