
Page 113 - 6732
P. 113
113
5) вертають дріт у центральний отвір (при вимкненій напрузі),
повертають цангу і прорізають третій паз.
Таким способом можна отримати цанги з діаметром центрального отвору
в кілька десятих міліметра.
У деяких приладах є циліндричні деталі діаметром менше 0,3 мм. Їх
обробляють у цангах. Довжина периметра охоплюючої поверхні таких цанг
настільки мала, що зниження її за рахунок пазів, що мають ширину хоча б 0,1
... 0,15 мм, викликає різке зниження точності установки оброблюваних в цих
цангах деталей.
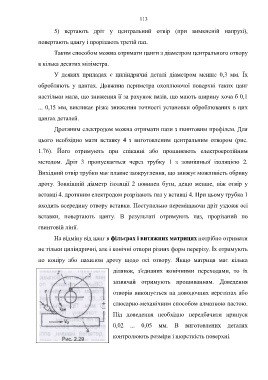
Дротяним електродом можна отримати пази з гвинтовим профілем. Для
цього необхідно мати вставку 4 з виготовленим центральним отвором (рис.
1.76). Його отримують при спіканні або прошивають електроерозійним
методом. Дріт 3 пропускається через трубку 1 з зовнішньої ізоляцією 2.
Вихідний отвір трубки має плавне заокруглення, що знижує можливість обриву
дроту. Зовнішній діаметр ізоляції 2 повинен бути, дещо менше, ніж отвір у
вставці 4. дротяним електродом розрізають паз у вставці 4. При цьому трубка 1
входить всередину отвору вставки. Поступально переміщаючи дріт уздовж осі
вставки, повертають цангу. В результаті отримують паз, прорізаний по
гвинтовій лінії.
На відміну від цанг в фільєрах і витяжних матрицях потрібно отримати
не тільки циліндричні, але і конічні отвори різних форм перерізу. Їх отримують
по копіру або нахилом дроту щодо осі отвору. Якщо матриця має кілька
ділянок, з'єднаних конічними переходами, то їх
зазвичай отримують прошиванням. Доведення
отворів виконується на доводочних верстатах або
слюсарно-механічним способом алмазною пастою.
Під доведення необхідно передбачити припуск
0,02 ... 0,05 мм. В виготовлених деталях
контролюють розміри і шорсткість поверхні.