
Page 195 - 6722
P. 195
стійкішої роботи ванн хромування. Це досягається шляхом
введення у ванну важкорозчинного сульфату стронцію.
Найбільш широкого поширення набув електроліт
наступного складу (г/л): хромовий ангідрид – 200…300;
сульфат стронцію - 5,5…5,6; кремнійфторид калію – 18…20.
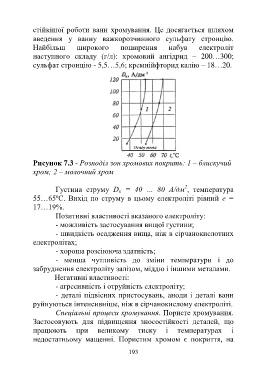
Рисунок 7.3 - Розподіл зон хромових покрить: 1 – блискучий
хром; 2 – молочний хром
2
Густина струму D к = 40 … 80 А/дм , температура
55…65ºС. Вихід по струму в цьому електроліті рівний е =
17…19%.
Позитивні властивості вказаного електроліту:
- можливість застосування вищої густини;
- швидкість осадження вища, ніж в сірчанокислотних
електролітах;
- хороша розсіююча здатність;
- менша чутливість до зміни температури і до
забруднення електроліту залізом, міддю і іншими металами.
Негативні властивості:
- агресивність і отруйність електроліту;
- деталі підвісних пристосувань, аноди і деталі ванн
руйнуються інтенсивніше, ніж в сірчанокислому електроліті.
Спеціальні процеси хромування. Пористе хромування.
Застосовують для підвищення зносостійкості деталей, що
працюють при великому тиску і температурах і
недостатньому мащенні. Пористим хромом є покриття, на
193