
Page 194 - 6722
P. 194
обмеження на максимально допустиму товщину шару, яка
не повинна перевищувати 0,30 мм.
Залежно від виду хрому вибирають склад електроліту
і визначають режим нанесення покриття (таблиця 7.2). У
ремонтній практиці найбільшого поширення набув
універсальний електроліт.
При хромуванні отримують блискучі, молочні або
сірі покриття (рисунок 7.3). Блискучий хром
характеризується високою мікротвердістю (600…900
2
МН/м ), дрібною сіткою тріщин, видимою під мікроскопом.
Осади крихкі, але з високою зносостійкістю. Молочний хром
характеризується зниженою мікротвердістю (400…600
2
МН/м ), пластичністю і високою корозійною стійкістю.
Сірий хром відрізняється достатньо високою мікротвердістю
2
(900…1200 МН/м ) і підвищеною крихкістю, що знижує
його зносостійкість.
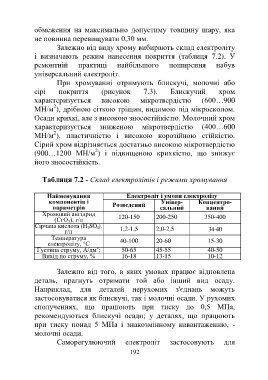
Таблиця 7.2 - Склад електролітів і режими хромування
Найменування Електроліт і умови електролізу
компонентів і Універ- Концентро-
параметрів Розведений сальний ваний
Хромовий ангідрид
(СгО 3 ), г/л 120-150 200-250 350-400
Сірчана кислота (Н 2 SO 4 ),
г/л 1,2-1,5 2,0-2,5 34-40
Температура
електроліту, °С 40-100 20-60 15-30
2
Густина струму, А/дм ; 50-65 45-55 40-50
Вихід по струму, % 16-18 13-15 10-12
Залежно від того, в яких умовах працює відновлена
деталь, прагнуть отримати той або інший вид осаду.
Наприклад, для деталей нерухомих з'єднань можуть
застосовуватися як блискучі, так і молочні осади. У рухомих
сполученнях, що працюють при тиску до 0,5 МПа,
рекомендуються блискучі осади; у деталях, що працюють
при тиску понад 5 МПа і знакозмінному навантаженню, -
молочні осади.
Саморегулюючий електроліт застосовують для
192