
Page 200 - 6722
P. 200
зоні нанесення покриття місцевої ванни (електролітичного
середовища), при збереженні традиційної технології
залізнення. Поверхні, що в цьому випадку не покриваються,
не ізолюють, зменшується збіднення прикатодного шару
електроліту і можливе збільшення щільності струму у
декілька разів і, отже, підвищення продуктивності процесу.
Струменеве залізнення полягає у тому що за
допомогою насоса електроліт подають струменями в
міжелектродний простір через отвори насадки. Насадка
одночасно служить анодом і місцевою ванною. Для
отримання рівномірного покриття деталь обертається з
-1
частотою до 20 хв . Залізнення можливе з концентрованого
холодного хлористого електроліту при щільності струму D к
2
= 40…55 А/дм з продуктивністю 0,4 мм/год. Для спрощення
технологічного процесу стосовно ремонту шийок
колінчастих валів розроблена електролітична комірка
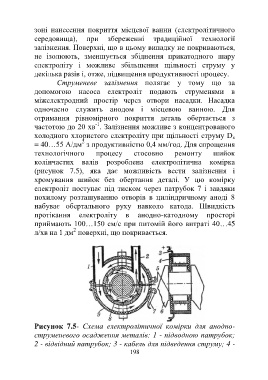
(рисунок 7.5), яка дає можливість вести залізнення і
хромування шийок без обертання деталі. У цю комірку
електроліт поступає під тиском через патрубок 7 і завдяки
похилому розташуванню отворів в циліндричному аноді 8
набуває обертального руху навколо катода. Швидкість
протікання електроліту в анодно-катодному просторі
приймають 100…150 см/с при питомій його витраті 40…45
2
л/хв на 1 дм поверхні, що покривається.
Рисунок 7.5- Схема електролітичної комірки для анодно-
струменевого осадження металів: 1 - підводною патрубок;
2 - відвідний патрубок; 3 - кабель для підведення струму; 4 -
198