
Page 191 - 6722
P. 191
- проводять електрохімічне знежирення в розчинах
лугів. Воно полягає в зануренні деталей в гарячий (t =
60…80 °С) лужний розчин, через який пропускають струм
(катод - деталі, а анод - пластини з маловуглецевої сталі).
2
Щільність струму 5…10 А/дм , тривалість процесу –
1-2 хв. Водень, що виділяється на поверхні деталі, у вигляді
бульбашок зриває з поверхні жирову плівку.
Декапіювання (анодна обробка деталей) – це
видалення найтонших окисних плівок з оброблюваної
поверхні деталі, які утворюються під час знежирення і
промивання, а також оголення структури металу деталі.
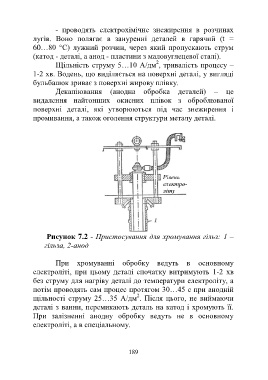
Рисунок 7.2 - Пристосування для хромування гільз: 1 –
гільза, 2-анод
При хромуванні обробку ведуть в основному
електроліті, при цьому деталі спочатку витримують 1-2 хв
без струму для нагріву деталі до температури електроліту, а
потім проводять сам процес протягом 30…45 с при анодній
2
щільності струму 25…35 А/дм . Після цього, не виймаючи
деталі з ванни, перемикають деталь на катод і хромують її.
При залізненні анодну обробку ведуть не в основному
електроліті, а в спеціальному.
189