
Page 189 - 6722
P. 189
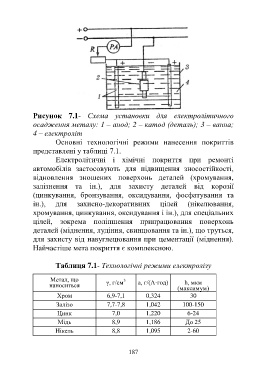
Рисунок 7.1- Схема установки для електролітичного
осадження металу: 1 – анод; 2 – катод (деталь); 3 – ванна;
4 – електроліт
Основні технологічні режими нанесення покриттів
представлені у таблиці 7.1.
Електролітичні і хімічні покриття при ремонті
автомобілів застосовують для підвищення зносостійкості,
відновлення зношених поверхонь деталей (хромування,
залізнення та ін.), для захисту деталей від корозії
(цинкування, бронзування, оксидування, фосфатування та
ін.), для захисно-декоративних цілей (нікелювання,
хромування, цинкування, оксидування і ін.), для спеціальних
цілей, зокрема поліпшення припрацювання поверхонь
деталей (міднення, лудіння, свинцювання та ін.), що труться,
для захисту від навуглецювання при цементації (міднення).
Найчастіше мета покриття є комплексною.
Таблиця 7.1- Технологічні режими електролізу
Метал, що 3
наноситься γ, г/см а, г/(А·год) h, мкм
(максимум)
Хром 6,9-7,1 0,324 30
Залізо 7,7-7,8 1,042 100-150
Цинк 7,0 1,220 6-24
Мідь 8,9 1,186 До 25
Нікель 8,8 1,095 2-60
187