
Page 146 - 6722
P. 146
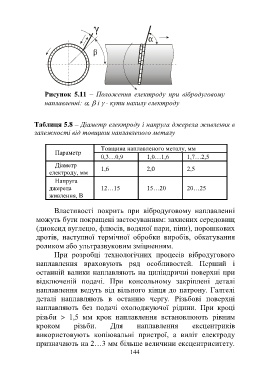
Рисунок 5.11 – Положення електроду при вібродуговому
наплавленні: , і - кути нахилу електроду
Таблиця 5.8 – Діаметр електроду і напруга джерела живлення в
залежності від товщини наплавленого металу
Товщина наплавленого металу, мм
Параметр
0,3…0,9 1,0…1,6 1,7…2,5
Діаметр
електроду, мм 1,6 2,0 2,5
Напруга
джерела 12…15 15…20 20…25
живлення, В
Властивості покрить при вібродуговому наплавленні
можуть бути покращені застосуванням: захисних середовищ
(диоксид вуглецю, флюсів, водяної пари, піни), порошкових
дротів, наступної термічної обробки виробів, обкатування
роликом або ультразвуковим зміцненням.
При розробці технологічних процесів вібродугового
наплавлення враховують ряд особливостей. Перший і
останній валики наплавляють на циліндричні поверхні при
відключеній подачі. При консольному закріплені деталі
наплавлення ведуть від вільного кінця до патрону. Галтелі
деталі наплавляють в останню чергу. Різьбові поверхні
наплавляють без подачі охолоджуючої рідини. При кроці
різьби 1,5 мм крок наплавлення встановлюють рівним
кроком різьби. Для наплавлення ексцентриків
використовують копіювальні пристрої, а виліт електроду
призначають на 2…3 мм більше величини ексцентриситету.
144