
Page 56 - 6585
P. 56
Робітники Обладнання
Освіта Здоров’я Виріб
Кваліфікація Контроль
Стомленість
Досвід
Метод
Відхилення
від розмірів
Форма заготовок
Якість матеріалів
Встановлення виробу
Зберігання
Швидкість обробки
Матеріали Вид
технології
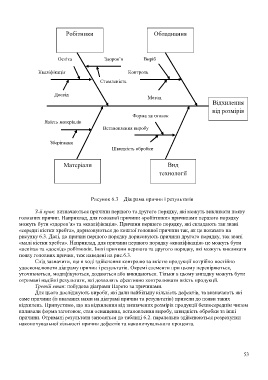
Рисунок 6.3 – Діаграма причин і результатів
З-й крок: визначаються причини першого та другого порядку, які можуть викликати появу
головних причин. Наприклад, для головної причини «робітники» причинами першого порядку
можуть бути «здоров’я» та «кваліфікація». Причини першого порядку, які складають так звані
«середні кістки хребта», дорисовуються до кожної головної причини так, як це показано на
рисунку 6.3. Далі, до причин першого порядку дорисовують причини другого порядку, так звані
«малі кістки хребта». Наприклад, для причини першого порядку «кваліфікація» це можуть бути
«освіта» та «досвід» робітників. Інші причини першого та другого порядку, які можуть викликати
появу головних причин, теж наведені на рис.6.3.
Слід зазначити, що в ході здійснення контролю за якістю продукції потрібно постійно
удосконалювати діаграму причин і результатів. Окремі елементи при цьому перевіряються,
уточнюються, модифікуються, додаються або викидаються. Тільки в цьому випадку можуть бути
отримані надійні результати, які дозволять ефективно контролювати якість продукції.
Третій етап: побудова діаграми Парето за причинами.
Для цього досліджують вироби, які дали найбільшу кількість дефектів, та визначають які
саме причини (із вказаних нами на діаграмі причин та результатів) привели до появи таких
відхилень. Припустимо, що на відхилення від визначених розмірів продукції безпосереднім чином
впливали форма заготовок, стан оснащення, встановлення виробу, швидкість обробки та інші
причини. Отримані результати заносяться до таблиці 6.2. паралельно здійснюються розрахунки
накопичувальної кількості причин дефектів та накопичувального процента.
53