
Page 224 - 4687
P. 224
регрів і випаровування металевого матеріалу. У ряді випадків
для підвищення якості покриттів збільшують ентальпію напи-
люваних частинок, що легко здійснити зміною питомої поту-
жності дуги N д* (у практиці напилювання ∆Н = 2000…10000
кДж/кг).
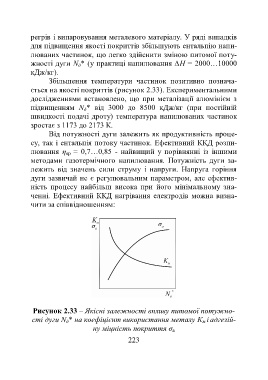
Збільшення температури частинок позитивно познача-
ється на якості покриттів (рисунок 2.33). Експериментальними
дослідженнями встановлено, що при металізації алюмінієм з
підвищенням N д* від 3000 до 8500 кДж/кг (при постійній
швидкості подачі дроту) температура напилюваних частинок
зростає з 1173 до 2173 К.
Від потужності дуги залежить як продуктивність проце-
су, так і ентальпія потоку частинок. Ефективний ККД розпи-
лювання η ер = 0,7…0,85 - найвищий у порівнянні із іншими
методами газотермічного напилювання. Потужність дуги за-
лежить від значень сили струму і напруги. Напруга горіння
дуги зазвичай не є регулювальним параметром, але ефектив-
ність процесу найбільш висока при його мінімальному зна-
ченні. Ефективний ККД нагрівання електродів можна визна-
чити за співвідношенням:
Рисунок 2.33 – Якісні залежності впливу питомої потужно-
сті дуги N д* на коефіцієнт використання металу К м і адгезій-
ну міцність покриття σ а
223