
Page 81 - 4302
P. 81
Живлення дуги здійснюється змінним або постійним струмом. При
роботі на постійному струмі дуга горить безперервно, на змінному струмі
вона періодично поновлюється. При використанні постійного струму про-
цес плавлення стабільніший, дисперсність частинок і щільність отримува-
них покриттів вищі, ніж при застосуванні змінного струму.
Установка для електродугової металізації включає: електроду-
говий пальник, напилюваний матеріал у вигляді дроту і джерело
електроживлення. Робоча напруга рівна 18-40 В, сила струму - 100-
140А. Продуктивність електродугової установки вища, ніж при
газополуменевому напилені, і складає, кг/год:
- для сталі - 5-70;
- бронзи - 60-90;
- алюмінію - 3-37;
- цинку - 10-140 .
Напилений шар нестійкий до ударних, механічних, коливаль-
них навантажень і до скручування.
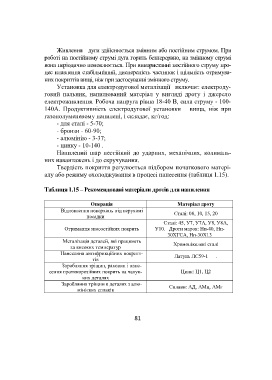
Твердість покриття регулюється підбором початкового матері-
алу або режиму охолоджування в процесі нанесення (таблиця 1.15).
Таблиця 1.15 – Рекомендовані матеріали дротів для напилення
Операція Матеріал дроту
Відновлення поверхонь під нерухомі Сталі: 08, 10, 15, 20
посадки
Сталі: 45, У7, У7А, У8, У8А,
Отримання зносостійких покрить У10. Дроти марок: Нп-40, Нп-
30ХГСА, Нп-30X13
Металізація деталей, які працюють Хромонікелеві сталі
за високих температур
Нанесення антифрикційних покритт- Латунь ЛС59-1 .
тів
Заробляння тріщин, раковин і нане-
сення протикорозійних покрить на чавун- Цинк: Ц1, Ц2
них деталях
Заробляння тріщин в деталях з алю- Сплави: АД, АМц, АМг
мінієвих сплавів
81