
Page 62 - 4302
P. 62
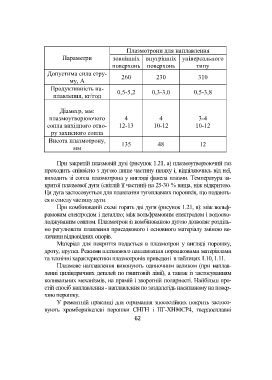
Плазмотрони для наплавлення
Параметри зовнішніх внутрішніх універсального
поверхонь поверхонь типу
Допустима сила стру- 260 230 310
му, А
Продуктивність на- 0,5-5,2 0,3-3,0 0,5-3,8
плавлення, кг/год
Діаметр, мм:
плазмоутворюючого 4 4 3-4
сопла вихідного отво- 12-13 10-12 10-12
ру захисного сопла
Висота плазмотрону, 135 48 12
мм
При закритій плазмовій дузі (рисунок 1.21, а) плазмоутворюючий газ
проходить співвісно з дугою лише частину шляху і, відділяючись від неї,
виходить зі сопла плазмотрона у вигляді факела плазми. Температура за-
критої плазмової дуги (світлій її частині) на 25-30 % вища, ніж відкритою.
Ця дуга застосовується для плавлення тугоплавких порошків, що подають-
ся в стислу частину дуги.
При комбінованій схемі горять дві дуги (рисунок 1.21, в): між вольф-
рамовим електродом і деталлю; між вольфрамовим електродом і водоохо-
лоджуваним соплом. Плазмотрон із комбінованою дугою дозволяє розділь-
но регулювати плавлення присадкового і основного матеріалу зміною ве-
личини відповідних опорів.
Матеріал для покриття подається в плазмотрон у вигляді порошку,
дроту, прутка. Режими плазмового наплавлення порошковими матеріалами
та технічні характеристики плазмотронів приведені в таблицях 1.10, 1.11.
Плазмове наплавлення виконують одиночним валиком (при наплав-
ленні циліндричних деталей по гвинтовій лінії), а також із застосуванням
коливальних механізмів, на прямій і зворотній полярності. Найбільш про-
стій спосіб наплавлення - наплавлення по заздалегідь насипаному на повер-
хню порошку.
У ремонтній практиці для отримання зносостійких покрить застосо-
вують хромборнікелеві порошки СНГН і ПГ-ХН80СР4, твердосплавні
62