
Page 59 - 4302
P. 59
d - діаметр електродного дроту, мм;
( , 0 85 , 0 90 )
- коефіцієнт наплавлення .
Надійний сплав забезпечується при товщині наплавленого ша-
ру, рівній 2,5 мм.
Структура і твердість наплавленого шару залежать від хімічно-
го складу електродного дроту і кількості охолоджуючої рідини.
Якщо при наплавленні використовується дріт НП-80 (вміст вуглецю
0,75-0,85 %), то валик в охолоджуючій рідині загартовується до
високої твердості (26-55 HRC). При використанні при наплавленні
дроту Св-08 твердість поверхні наплавлення рівна 14-19 HRC.
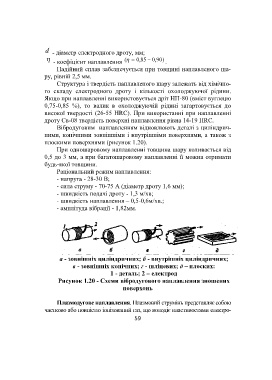
Вібродуговим наплавленням відновлюють деталі з циліндрич-
ними, конічними зовнішніми і внутрішніми поверхнями, а також з
плоскими поверхнями (рисунок 1.20).
При одношаровому наплавленні товщина шару коливається від
0,5 до 3 мм, а при багатошаровому наплавленні її можна отримати
будь-якої товщини.
Раціональний режим наплавлення:
- напруга - 28-30 В;
- сила струму - 70-75 А (діаметр дроту 1,6 мм);
- швидкість подачі дроту - 1,3 м/хв;
- швидкість наплавлення – 0,5-0,6м/хв.;
- амплітуда вібрації - 1,82мм.
а - зовнішніх циліндричних; б - внутрішніх циліндричних;
в - зовнішніх конічних; г - шліцевих; д – плоских:
1 - деталь; 2 – електрод
Рисунок 1.20 - Схеми вібродугового наплавлення зношених
поверхонь
Плазмодугове наплавлення. Плазмовий струмінь представляє собою
частково або повністю іонізований газ, що володіє властивостями електро-
59