
Page 58 - 4302
P. 58
до деталі, якості очищення і підготовки поверхні, що підлягає на-
плавленню, товщину шару наплавлення і ін.
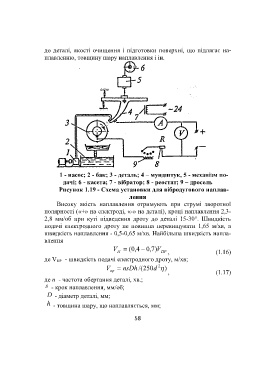
1 - насос; 2 - бак; 3 - деталь; 4 – мундштук, 5 - механізм по-
дачі; 6 - касета; 7 - вібратор; 8 - реостат; 9 – дросель
Рисунок 1.19 - Схема установки для вібродугового наплав-
лення
Високу якість наплавлення отримують при струмі зворотної
полярності («+» на електроді, «-» на деталі), кроці наплавлення 2,3-
2,8 мм/об при куті підведення дроту до деталі 15-30°. Швидкість
подачі електродного дроту не повинна перевищувати 1,65 м/хв, а
швидкість наплавлення - 0,5-0,65 м/хв. Найбільша швидкість напла-
влення
V 4 , 0 ( V ) 7 , 0
H ПР , (1.16)
де V ПР - швидкість подачі електродного дроту, м/хв;
V nsDh /( 250d 2 )
np , (1.17)
де n - частота обертання деталі, хв.;
s - крок наплавлення, мм/об;
D - діаметр деталі, мм;
h
- товщина шару, що наплавляється, мм;
58