
Page 57 - 4302
P. 57
лення здійснюється при вібрації електроду з подачею охолоджую-
чої рідини на наплавлену поверхню.
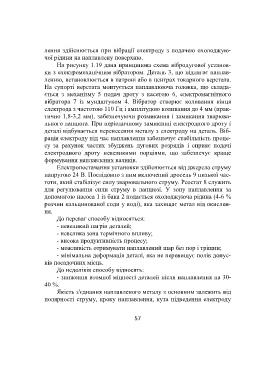
На рисунку 1.19 дана принципова схема вібродугової установ-
ки з електромеханічним вібратором. Деталь 3, що підлягає наплав-
ленню, встановлюється в патроні або в центрах токарного верстата.
На супорті верстата монтується наплавлююча головка, що склада-
ється з механізму 5 подач дроту з касетою 6, електромагнітного
вібратора 7 із мундштуком 4. Вібратор створює коливання кінця
електрода з частотою 110 Гц і амплітудою коливання до 4 мм (прак-
тично 1,8-3,2 мм), забезпечуючи розмикання і замикання зварюва-
льного ланцюга. При періодичному замиканні електродного дроту і
деталі відбувається перенесення металу з електроду на деталь. Віб-
рація електроду під час наплавлення забезпечує стабільність проце-
су за рахунок частих збуджень дугових розрядів і сприяє подачі
електродного дроту невеликими порціями, що забезпечує краще
формування наплавлених валиків.
Електропостачання установки здійснюється від джерела струму
напругою 24 В. Послідовно з ним включений дросель 9 низької час-
тоти, який стабілізує силу зварювального струму. Реостат 8 служить
для регулювання сили струму в ланцюзі. У зону наплавлення за
допомогою насоса 1 із бака 2 подається охолоджуюча рідина (4-6 %
розчин кальцинованої соди у воді), яка захищає метал від окислен-
ня.
До переваг способу відносяться:
- невеликий нагрів деталей;
- невелика зона термічного впливу;
- висока продуктивність процесу;
- можливість отримувати наплавлений шар без пор і тріщин;
- мінімальна деформація деталі, яка не перевищує полів допус-
ків посадочних місць.
До недоліків способу відносять:
- зниження втомної міцності деталей після наплавлення на 30-
40 %.
Якість з'єднання наплавленого металу з основним залежить від
полярності струму, кроку наплавлення, кута підведення електроду
57