
Page 38 - 4302
P. 38
рахунок зменшення їх висоти (бронзові втулки та ін.). Допускаєть-
ся зменшення висоти втулок на 8-10 %.
При осадженні напрям дії зовнішньої сили Р перпендикулярно
до напряму деформації δ.
Для збереження форми отворів, канавок і прорізів перед осі-
данням у них вставляють сталеві вставки. Осідання втулок із кольо-
рових металів проводять у спеціальних пристосуваннях гідравліч-
ними пресами (рисунок 1.8, б). У спеціальних штампах при нагріві
до температури кування осіданням відновлюють шийки, розташо-
вані на кінцях сталевих валів.
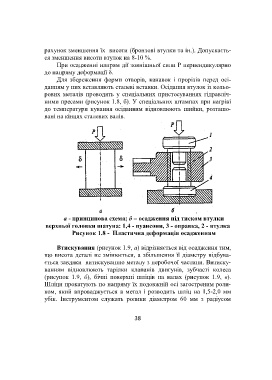
а - принципова схема; б – осадження під тиском втулки
верхньої головки шатуна: 1,4 - пуансони, 3 - оправка, 2 - втулка
Рисунок 1.8 - Пластична деформація осадженням
Втискування (рисунок 1.9, а) відрізняється від осадження тим,
що висота деталі не змінюється, а збільшення її діаметру відбува-
ється завдяки витискуванню металу з неробочої частини. Витиску-
ванням відновлюють тарілки клапанів двигунів, зубчасті колеса
(рисунок 1.9, б), бічні поверхні шліців на валах (рисунок 1.9, в).
Шліци прокатують по напряму їх подовжній осі загостреним роли-
ком, який впроваджується в метал і розводить шліц на 1,5-2,0 мм
убік. Інструментом служать ролики діаметром 60 мм з радіусом
38