
Page 37 - 4302
P. 37
верхню межу нагріву і температуру кінця пластичної деформації
металу. Відносно низька температура кінця деформації металу мо-
же призвести до наклепу і появи тріщин у металі. У таблиці 1.4
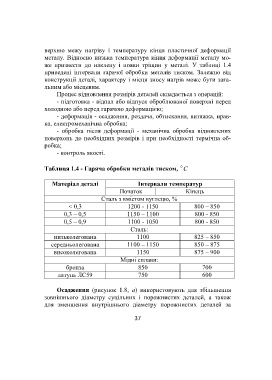
приведені інтервали гарячої обробки металів тиском. Залежно від
конструкції деталі, характеру і місця зносу нагрів може бути зага-
льним або місцевим.
Процес відновлення розмірів деталей складається з операцій:
- підготовка - відпал або відпуск оброблюваної поверхні перед
холодною або перед гарячою деформацією;
- деформація - осадження, роздача, обтискання, витяжка, прав-
ка, електромеханічна обробка;
- обробка після деформації - механічна обробка відновлених
поверхонь до необхідних розмірів і при необхідності термічна об-
робка;
- контроль якості.
0
Таблиця 1.4 - Гаряча обробки металів тиском, C
Матеріал деталі Інтервали температур
Початок Кінець
Сталь з вмістом вуглецю, %
< 0,3 1200 - 1150 800 – 850
0,3 – 0,5 1150 – 1100 800 - 850
0,5 – 0,9 1100 - 1050 800 - 850
Сталь:
низьколегована 1100 825 – 850
середньолегована 1100 – 1150 850 – 875
високолегована 1150 875 – 900
Мідні сплави:
бронза 850 700
латунь ЛС59 750 600
Осадження (рисунок 1.8, а) використовують для збільшення
зовнішнього діаметру суцільних і порожнистих деталей, а також
для зменшення внутрішнього діаметру порожнистих деталей за
37