
Page 234 - 4302
P. 234
знежирення очищених поверхонь, а також приготування епоксидно-
го складу виконують аналогічно підготовці деталі з тріщиною дов-
жиною до 20 мм. Крім того, для усунення тріщини виготовляють
дві накладки зі склотканини або техніч ної бязі, перша з яких по-
винна бути більше довжини тріщини на 40 ... 50 мм, друга - на 60 ...
80 мм.
Потім наносять тонкий шар епоксидного складу на поверхню
тріщини і на зачищений ділянку деталі. При цьому шпателем
ущільнюють склад у тріщині. Після цього накладкою зі склоткани-
ни перекривають тріщину на 20 ... 25 мм з двох сторін і накочують
роликом. Накладка попередньо повинна бути знежирена
кип'ятінням у воді протягом 2 ... 3 год. і висушена. На цю першу
накладку наносять тонкий шар епоксидного складу і накладають
другу так, щоб вона перекривала першу на 10 ... 15 мм з двох
сторін, і накочують роликом. На другу накладку наносять тонкий
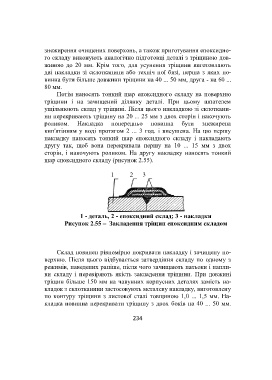
шар епоксидного складу (рисунок 2.55).
1 2 3
1 - деталь, 2 - епоксидний склад; 3 - накладки
Рисунок 2.55 – Закладення тріщин епоксидним складом
Склад повинен рівномірно покривати накладку і зачищену по-
верхню. Після цього відбувається затвердіння складу по одному з
режимів, наведених раніше, після чого зачищають патьоки і напли-
ви складу і перевіряють якість закладення тріщини. При довжині
тріщин більше 150 мм на чавунних корпусних деталях замість на-
кладок з склотканини застосовують металеву накладку, виготовлену
по контуру тріщини з листової сталі товщиною 1,0 ... 1,5 мм. На-
кладка повинна перекривати тріщину з двох боків на 40 ... 50 мм.
234