
Page 235 - 4302
P. 235
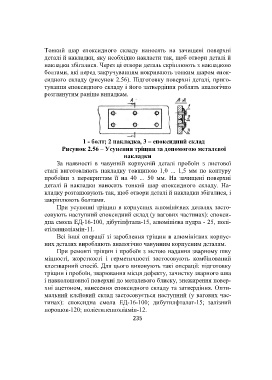
Тонкий шар епоксидного складу наносять на зачищені поверхні
деталі й накладки, яку необхідно накласти так, щоб отвори деталі й
накладки збігалися. Через ці отвори деталь скріплюють з накладкою
болтами, які перед закручуванням покривають тонким шаром епок-
сидного складу (рисунок 2.56). Підготовку поверхні деталі, приго-
тування епоксидного складу і його затвердіння роблять аналогічно
розглянутим раніше випадкам.
1 - болт; 2 накладка, 3 – епоксидний склад
Рисунок 2.56 – Усунення тріщин за допомогою металевої
накладки
За наявності в чавунній корпусній деталі пробоїн з листової
сталі виготовляють накладку товщиною 1,0 ... 1,5 мм по контуру
пробоїни з перекриттям її на 40 ... 50 мм. На зачищені поверхні
деталі й накладки наносять тонкий шар епоксидного складу. На-
кладку розташовують так, щоб отвори деталі й накладки збігалися, і
закріплюють болтами.
При усуненні тріщин в корпусних алюмінієвих деталях засто-
совують наступний епоксидний склад (у вагових частинах): епокси-
дна смола ЕД-16-100, дібутілфтала-15, алюмінієва пудра - 25, полі-
етіленцоліамін-11.
Всі інші операції зі зароблення тріщин в алюмінієвих корпус-
них деталях виробляють аналогічно чавунним корпусним деталям.
При ремонті тріщин і пробоїн з метою надання зварному шву
міцності, жорсткості і герметичності застосовують комбінований
клеєзварний спосіб. Для цього виконують такі операції: підготовку
тріщин і пробоїн, зварювання місця дефекту, зачистку зварного шва
і навколошовної поверхні до металевого блиску, знежирення повер-
хні ацетоном, нанесення епоксидного складу та затвердіння. Опти-
мальний клейовий склад застосовується наступний (у вагових час-
тинах): епоксидна смола ЕД-16-100; дибутилфталат-15; залізний
порошок-120; поліетиленполіамін-12.
235