
Page 217 - 4302
P. 217
До шліфування шийок приступають тільки після усунення ін-
ших дефектів колінчастого вала.
Шліфування у ремонтний розмір, як правило, виконують за од-
ну операцію. Спочатку шліфують корінні шийки, а потім шатунні.
Шатунні шийки зазвичай шліфують на іншому верстаті, оснащено-
му центрозмішувачами, що забезпечує збіг осей шатунних шийок з
віссю обертання верстата. При шліфуванні корінних шийок базови-
ми є поверхні центрових отворів, і виконання цієї операції не стано-
вить труднощів. При шліфуванні шатунних шийок в більшості ре-
монтних підприємств закріплюють колінчастий вал в патронах
центрозмішувачів верстата, беручи за базові поверхні фланці під
маховик до шийки під шків. При цьому похибка базування буде
складатись з похибки установки в патронах та похибки,, що виникає
в результаті неспівпадання конструкторської і технологічної баз.
Забезпечення допуску непаралельності осей крайніх корінних, і
шатунних шийок в межах 0,03 мм на довжині 100 мм також стано-
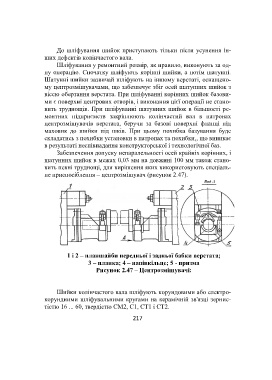
вить певні труднощі, для вирішення яких використовують спеціаль-
не приспосіблення – центрозмішувач (рисунок 2.47).
1 і 2 – планшайби передньої і задньої бабки верстата;
3 – планка; 4 – напівкільце; 5 - призма
Рисунок 2.47 – Центрозмішувачі:
Шийки колінчастого вала шліфують корундовими або електро-
корундними шліфувальними кругами на керамічній зв'язці зернис-
тістю 16 ... 60, твердістю СМ2, С1, СТ1 і СТ2.
217