
Page 213 - 4302
P. 213
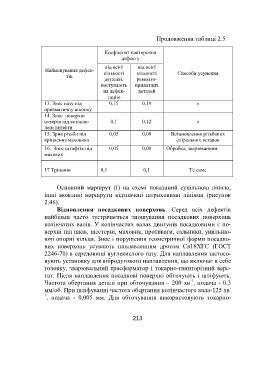
Продовження таблиці 2.5
Коефіцієнт повторення
дефекту
від всієї від всієї
Найменування дефек- кількості кількості Способи усунення
тів
деталей, ремонто-
поступають придатних
на дефек- деталей
тацію
13. Знос пазу під 0,15 0,19 »
призматичну шпонку
14. Знос поверхні
отворів під встанов- 0,1 0,12 »
лені штифти
15. Зрив різьби під 0,05 0,08 Встановлення різьбових
кріплення маховика спіральних вставок
16. Знос штифтів під 0,05 0,08 Обробка, зварюванням
маховик
17 Тріщини 0,1 0,1 Те саме
Основний маршрут (I) на схемі показаний суцільною лінією,
інші можливі маршрути відзначені штриховими лініями (рисунок
2.46).
Відновлення посадкових поверхонь. Серед всіх дефектів
найбільш часто зустрічається зношування посадкових поверхонь
колінчатих валів. У колінчастих валах двигунів посадковими є по-
верхні під шків, шестерні, маховик, противаги, сальники, ущільню-
ючі опорні кільця. Знос і порушення геометричної форми посадко-
вих поверхонь усувають наплавленням дротом Св18ХГС (ГОСТ
2246-70) в середовищі вуглекислого газу. Для наплавлення застосо-
вують установку для вібродугового наплавлення, що включає в себе
головку, зварювальний трасформатор і токарно-гвинторізний верс-
тат. Після наплавлення посадкові поверхні обточують і шліфують.
-1
Частота обертання деталі при обточування – 200 хв , подача - 0,3
мм/об. При шліфуванні частота обертання колінчастого вала-125 хв -
1
, подача - 0,005 мм. Для обточування використовують токарно-
213