
Page 220 - 4302
P. 220
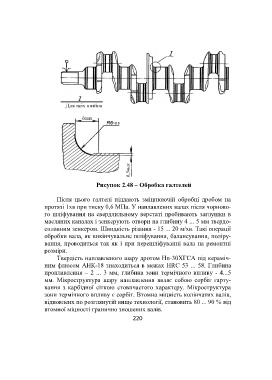
Рисунок 2.48 – Обробка галтелей
Після цього галтелі піддають зміцнюючій обробці дробом на
протязі 1хв при тиску 0,6 МПа. У наплавлених валах після чорново-
го шліфування на свердлильному верстаті пробивають заглушки в
масляних каналах і зенкерують отвори на глибину 4 ... 5 мм твердо-
сплавним зенкером. Швидкість різання - 15 ... 20 м/хв. Такі операції
обробки вала, як викінчувальне шліфування, балансування, поліру-
вання, проводиться так як і при перешліфуванні вала на ремонтні
розміри.
Твердість наплавленого шару дротом Нп-30ХГСА під кераміч-
ним флюсом АНК-18 знаходиться в межах HRC 53 ... 58. Глибина
проплавлення – 2 ... 3 мм, глибина зони термічного впливу - 4...5
мм. Мікроструктура шару наплавлення являє собою сорбіт гарту-
вання з карбідної сіткою стовпчастого характеру. Мікроструктура
зони термічного впливу є сорбіт. Втомна міцність колінчатих валів,
відновленх по розглянутій вище технології, становить 80 ... 90 % від
втомної міцності гранично зношених валів.
220