
Page 122 - 4302
P. 122
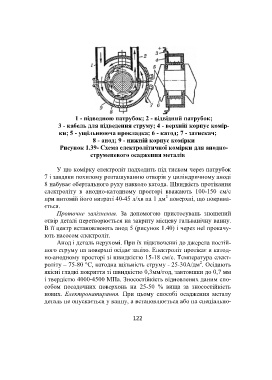
1 - підводною патрубок; 2 - відвідний патрубок;
3 - кабель для підведення струму; 4 - верхній корпус комір-
ки; 5 - ущільнююча прокладка; 6 - катод; 7 - затискач;
8 - анод; 9 - нижній корпус комірки
Рисунок 1.39- Схема електролітичної комірки для анодно-
струменевого осадження металів
У цю комірку електроліт надходить під тиском через патрубок
7 і завдяки похилому розташуванню отворів у циліндричному аноді
8 набуває обертального руху навколо катода. Швидкість протікання
електроліту в анодно-катодному просторі вважають 100-150 см/с
2
при питомій його витраті 40-45 л/хв на 1 дм поверхні, що покрива-
ється.
Проточне залізнення. За допомогою пристосувань зношений
отвір деталі перетворюється на закриту місцеву гальванічну ванну.
В її центр встановлюють анод 5 (рисунок 1.40) і через неї прокачу-
ють насосом електроліт.
Анод і деталь нерухомі. При їх підключенні до джерела постій-
ного струму на поверхні осідає залізо. Електроліт протікає в катод-
но-анодному просторі зі швидкістю 15-18 см/с. Температура елект-
2
роліту – 75-80 °С, катодна щільність струму - 25-30А/дм . Осідають
якісні гладкі покриття зі швидкістю 0,3мм/год, завтовшки до 0,7 мм
і твердістю 4000-4500 МПа. Зносостійкість відновлених даним спо-
собом посадочних поверхонь на 25-50 % вища за зносостійкість
нових. Електронатирання. При цьому способі осадження металу
деталь не опускається у ванну, а встановлюється або на спеціально-
122