
Page 119 - 4302
P. 119
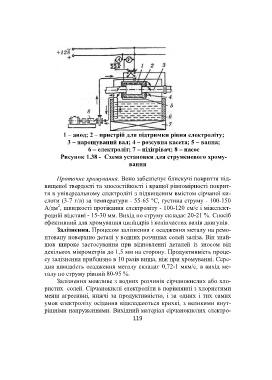
1 – анод; 2 – пристрій для підтримки рівня електроліту;
3 – нарощуваний вал; 4 – розсувна касета; 5 – ванна;
6 – електроліт; 7 – підігрівач; 8 – насос
Рисунок 1.38 - Схема установки для струменевого хрому-
вання
Проточне хромування. Воно забезпечує блискучі покриття під-
вищеної твердості та зносостійкості і кращої рівномірності покрит-
тя в універсальному електроліті з підвищеним вмістом сірчаної ки-
слоти (3-7 г/л) за температури - 55-65 °С, густина струму - 100-150
2
А/дм , швидкості протікання електроліту - 100-120 см/с і міжелект-
родній відстані - 15-30 мм. Вихід по струму складає 20-21 %. Спосіб
ефективний для хромування циліндрів і колінчастих валів двигунів.
Залізнення. Процесом залізнення є осадження металу на ремо-
нтовану поверхню деталі у водних розчинах солей заліза. Він знай-
шов широке застосування при відновленні деталей із зносом від
декількох мікрометрів до 1,5 мм на сторону. Продуктивність проце-
су залізнення приблизно в 10 разів вища, ніж при хромуванні. Сере-
дня швидкість осадження металу складає 0,72-1 мкм/с, а вихід ме-
талу по струму рівний 80-95 %.
Залізнення можливе з водних розчинів сірчанокислих або хло-
ристих солей. Сірчанокислі електроліти в порівнянні з хлористими
менш агресивні, нижчі за продуктивністю, і за одних і тих самих
умов електролізу осідання відкладаються крихкі, з великими внут-
рішніми напруженнями. Вихідний матеріал сірчанокислих електро-
119