
Page 30 - 394-_
P. 30
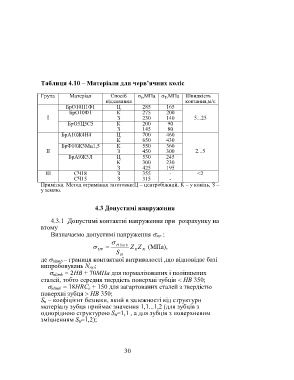
Таблиця 4.10 – Матеріали для черв’ячних коліс
Група Матеріал Спосіб σ в,МПа σ Т,МПа Швидкість
відливання ковзання,м/с
БрО10Н1Ф1 Ц 285 165
БрО10Ф1 К 275 200
I З 230 140 5...25
БрО5Ц5С5 К 200 90
З 145 80
БрА10Ж4Н4 Ц 700 460
К 650 430
БрФ10Ж3Мц1,5 К 550 360
II З 450 300 2...5
БрА9Ж3Л Ц 530 245
К 300 230
З 425 195
III СЧ18 З 355 - <2
СЧ15 З 315 -
Примітка. Метод отримання заготовки:Ц – центробіжний, К – у кокіль, З –
у землю.
4.3 Допустимі напруження
4.3.1 Допустимі контактні напруження при розрахунку на
втому
Визначаємо допустимі напруження HP :
H lim b Z Z (МПа),
HP R N
S
H
де нlimb – границя контактної витривалості ,що відповідає базі
випробовувань N HO;
нlimb = 2НВ + 70МПа для нормалізованих і поліпшених
сталей, тобто середня твердість поверхні зубців НВ 350;
нlimb = 18HRC е + 150 для загартованих сталей з твердістю
поверхні зубця НВ 350;
S н – коефіцієнт безпеки, який в залежності від структури
матеріалу зубця приймає значення 1,1...1,2 (для зубців з
однорідною структурою S H=1,1 , а для зубців з поверхневим
зміцненням S H=1,2);
30