
Page 45 - 6732
P. 45
45
ділянкою електрод-інструмента, тому його виготовляють на 1-2 квалітети
точніше, ніж поверхню оброблюваної деталі. Допуски на розміри електрод-
інструмента становлять 0,015....0,1 мм, що відповідає вимогам до
виготовлення металорізальних інструментів.
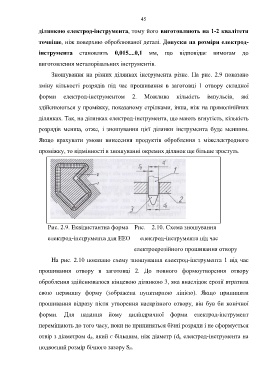
Зношування на різних ділянках інструмента різне. На рис. 2.9 показано
зміну кількості розрядів під час прошивання в заготовці 1 отвору складної
форми електрод-інструментом 2. Можлива кількість імпульсів, які
здійснюються у проміжку, показаному стрілками, інша, ніж на прямолінійних
ділянках. Так, на ділянках електрод-інструмента, що мають вгнутість, кількість
розрядів менша, отже, і зношування цієї ділянки інструмента буде меншим.
Якщо врахувати умови винесення продуктів оброблення з міжелектродного
проміжку, то відмінності в зношуванні окремих ділянок ще більше зростуть.
Рис. 2.9. Еквідистантна форма Рис. 2.10. Схема зношування
електрод-інструмента для ЕЕО електрод-інструмента під час
електроерозійного прошивання отвору
На рис. 2.10 показано схему зношування електрод-інструмента 1 під час
прошивання отвору в заготовці 2. До повного формоутворення отвору
оброблення здійснювалося кінцевою ділянкою 3, яка внаслідок ерозії втратила
свою первинну форму (зображена пунктирною лінією). Якщо припинити
прошивання відразу після утворення наскрізного отвору, він був би конічної
форми. Для надання йому циліндричної форми електрод-інструмент
переміщають до того часу, поки не припиняться бічні розряди і не сформується
отвір з діаметром d д, який є більшим, ніж діаметр (d і, електрод-інструмента на
подвоєний розмір бічного зазору S б.