
Page 46 - 6732
P. 46
46
Якщо необхідно обробити глухий отвір, то на завершальній стадії
обробки електрод-інструмент необхідно замінити новим.
Під час вирізання деталі по контуру непрофільованим електрод-
інструментом (дротом), його зношування не впливає на точність. Проте, за
рахунок зменшення діаметра електрода від ерозії, зменшується міцність дроту,
його натяг і здатність зберігати прямолінійність під час оброблення. Це і
визначає ступінь відтворення на заготовці заданого контуру, тобто точність
форми і розмірів деталі.
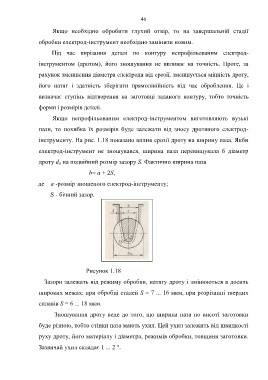
Якщо непрофільованим електрод-інструментом виготовляють вузькі
пази, то похибка їх розмірів буде залежати від зносу дротяного електрод-
інструменту. На рис. 1.18 показано вплив ерозії дроту на ширину паза. Якби
електрод-інструмент не зношувався, ширина паза перевищувала б діаметр
дроту d д на подвійний розмір зазору S. Фактично ширина паза
b= а + 2S,
де а -розмір зношеного електрод-інструменту;
S - бічний зазор.
Рисунок 1.18
Зазори залежать від режиму обробки, натягу дроту і змінюються в досить
широких межах: при обробці сталей S = 7 ... 16 мкм, при розрізанні твердих
сплавів S = 6 ... 18 мкм.
Зношування дроту веде до того, що ширина паза по висоті заготовки
буде різною, тобто стінки паза мають ухил. Цей ухил залежить від швидкості
руху дроту, його матеріалу і діаметра, режимів обробки, товщини заготовки.
Зазвичай ухил складає 1 ... 2 °.