
Page 119 - 6732
P. 119
119
розігрітий минулим електричним
імпульсом до температури, при якій
можливе існування речовини в
іонізованому стані. Ці частинки
вдаряються об поверхню катода,
також локально розігріту електричним
розрядом, вступають з нею у
взаємодію, утворюючи сплави, тверді
розчини або механічну суміш. Ці
мікрометалургійні процеси
протікають за частки секунди, тому склад шару і його фізико-механічні
властивості часто істотно відрізняються від властивостей легуючого і
легованого матеріалів.
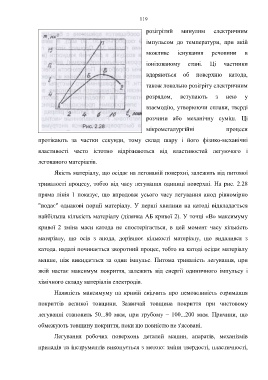
Якість матеріалу, що осідає на легованій поверхні, залежить від питомої
тривалості процесу, тобто від часу легування одиниці поверхні. На рис. 2.28
пряма лінія 1 показує, що впродовж усього часу легування анод рівномірно
"подає" однакові порції матеріалу. У перші хвилини на катоді відкладається
найбільша кількість матеріалу (ділянка АБ кривої 2). У точці «В» максимуму
кривої 2 зміна маси катода не спостерігається, в цей момент часу кількість
матеріалу, що осів з анода, дорівнює кількості матеріалу, що видалився з
катода. надалі починається зворотний процес, тобто на катоді осідає матеріалу
менше, ніж викидається за один імпульс. Питома тривалість легування, при
якій настає максимум покриття, залежить від енергії одиничного імпульсу і
хімічного складу матеріалів електродів.
Наявність максимуму на кривій свідчить про неможливість отримання
покриттів великої товщини. Зазвичай товщина покриття при чистовому
легуванні становить 50...80 мкм, при грубому – 100...200 мкм. Причини, що
обмежують товщину покриття, поки що повністю не з'ясовані.
Легування робочих поверхонь деталей машин, апаратів, механізмів
приладів та інструментів виконується з метою: зміни твердості, пластичності,