
Page 117 - 6732
P. 117
117
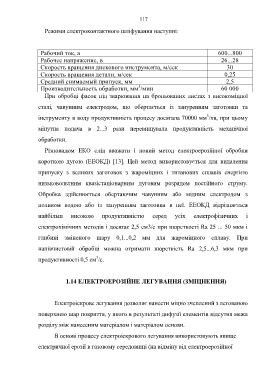
Режими електроконтактного шліфування наступні:
Рабочий ток, а 600...800
Рабочее напряжение, в 26...28
Скорость вращения дискового инструмента, м/сек 30
Скорость вращения детали, м/сек 0,25
Средний снимаемый припуск, мм 2,5
3
Производительность обработки, мм /мин 60 000
При обробці фасок під зварювання на броньованих листах з високоміцної
сталі, чавунним електродом, що обертається із зануренням заготовки та
3
інструменту в воду продуктивність процесу досягала 70000 мм /хв, при цьому
мінутна подача в 2...3 рази перевищувала продуктивність механічної
обработки.
Різновидом ЕКО слід вважати і новий метод електроерозійної обробки
короткою дугою (ЕЕОКД) [13]. Цей метод використовується для видалення
припуску з великих заготовок з жароміцних і титанових сплавів енергією
низьковольтним квазістаціонарним дуговим розрядом постійного струму.
Обробка здійснюється обертаючим чавунним або мідним електродом з
поливом водою або із зануренням заготовки в неї. ЕЕОКД відрізняється
найбільш високою продуктивністю серед усіх електрофізичних і
електрохімічних методів і досягає 2,5 см3/с при шорсткості Rа 25 ... 50 мкм і
глибині зміненого шару 0,1...0,2 мм для жароміцного сплаву. При
напівчистовій обробці можна отримати шорсткість Rа 2,5...6,3 мкм при
3
продуктивності 0,5 см /с.
1.14 ЕЛЕКТРОЕРОЗІЙНЕ ЛЕГУВАННЯ (ЗМІЦНЕННЯ)
Електроіскрове легування дозволяє нанести міцно зчеплений з легованою
поверхнею шар покриття, у якого в результаті дифузії елементів відсутня межа
розділу між нанесеним матеріалом і матеріалом основи.
В основі процесу електроіскрового легування використовують явище
електричної ерозії в газовому середовищі (на відміну від електроерозійної