
Page 123 - 6732
P. 123
123
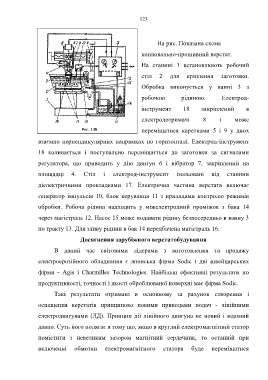
На рис. Показана схема
копіювально-прошивний верстат.
На станині 1 встановлюють робочий
стіл 2 для кріплення заготовки.
Обробка виконується у ванні 3 з
робочою рідиною. Електрод-
інструмент 18 закріплений в
електродотримачі 8 і може
переміщатися каретками 5 і 9 у двох
взаємно перпендикулярних напрямках по горизонталі. Електрод-інструмент
18 коливається і поступально переміщається до заготовки за сигналами
регулятора, що приводить у дію двигун 6 і вібратор 7, закріплений на
площадці 4. Стіл і електрод-інструмент ізольовані від станини
діелектричними прокладками 17. Електрична частина верстата включає
генератор імпульсів 10, блок керування 11 з приладами контролю режимів
обробки. Робоча рідина надходить у міжелектродний проміжок з бака 14
через магістраль 12. Насос 15 може подавати рідину безпосередньо в ванну 3
по тракту 13. Для зливу рідини в бак 14 передбачена магістраль 16.
Досягнення зарубіжного верстатобудування
В даний час світовими лідерами з виготовлення та продажу
електроерозійного обладнання є японська фірма Sodic і дві швейцарських
фірми - Аgis і Сharmilles Тесhnologies. Найбільш ефективні результати по
продуктивності, точності і якості оброблюваної поверхні має фірма Sodic.
Такі результати отримані в основному за рахунок створення і
оснащення верстатів принципово новими приводами подач - лінійними
електродвигунами (ЛД). Принцип дії лінійного двигуна не новий і відомий
давно. Суть його полягає в тому що, якщо в круглий електромагнітний статор
помістити з невеликим зазором магнітний сердечник, то останній при
включенні обмотки електромагнітного статора буде переміщатися