
Page 94 - 6722
P. 94
Обкатуються деталі машин, виготовлені із сирих і
загартованих сталей, чавунів і кольорових сплавів. Операція
здійснюється за допомогою роликів, кульок або інших
деформуючих інструментів, закріплених у пристроях
токарних, свердлильних, зубообробних та інших
універсальних або спеціальних верстатах.
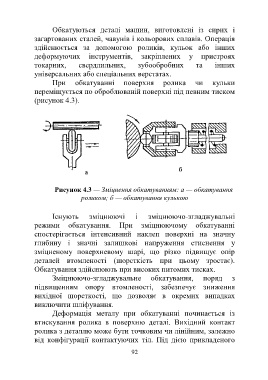
При обкатуванні поверхня ролика чи кульки
переміщується по оброблюваній поверхні під певним тиском
(рисунок 4.3).
Рисунок 4.3 — Зміцнення обкатуванням: а — обкатування
роликом; б — обкатування кулькою
Існують зміцнюючі і зміцнюючо-згладжувальні
режими обкатування. При зміцнюючому обкатуванні
спостерігається інтенсивний наклеп поверхні на значну
глибину і значні залишкові напруження стиснення у
зміцненому поверхневому шарі, що різко підвищує опір
деталей втомленості (шорсткість при цьому зростає).
Обкатування здійснюють при високих питомих тисках.
Зміцнюючо-згладжувальне обкатування, поряд з
підвищенням опору втомленості, забезпечує зниження
вихідної шорсткості, що дозволяє в окремих випадках
виключити шліфування.
Деформація металу при обкатуванні починається із
втискування ролика в поверхню деталі. Вихідний контакт
ролика з деталлю може бути точковим чи лінійним, залежно
від конфігурації контактуючих тіл. Під дією прикладеного
92