
Page 96 - 6722
P. 96
вихідному контакті ролика з деталлю. Умовою утворення
лінійного контакту є рівність абсолютних величин кривизни
профілю ролику і деталі вздовж лінії контакту. Наприклад,
лінійний контакт має циліндрична деталь із роликом
прямокутного профілю в осьовому перерізі.
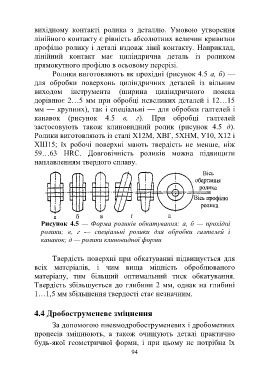
Ролики виготовляють як прохідні (рисунок 4.5 а, б) —
для обробки поверхонь циліндричних деталей із вільним
виходом інструмента (ширина циліндричного пояска
дорівнює 2…5 мм при обробці невеликих деталей і 12…15
мм — крупних), так і спеціальні — для обробки галтелей і
канавок (рисунок 4.5 в, г). При обробці галтелей
застосовують також клиновидний ролик (рисунок 4.5 д).
Ролики виготовляють із сталі Х12М, ХВГ, 5ХНМ, У10, Х12 і
ХШ15; їх робочі поверхні мають твердість не менше, ніж
59…63 НRC. Довговічність роликів можна підвищити
наплавленням твердого сплаву.
Рисунок 4.5 — Форма роликів обкатування: а, б — прохідні
ролики; в, г — спеціальні ролики для обробки галтелей і
канавок; д — ролики клиновидної форми
Твердість поверхні при обкатуванні підвищується для
всіх матеріалів, і чим вища міцність оброблюваного
матеріалу, тим більший оптимальний тиск обкатування.
Твердість збільшується до глибини 2 мм, однак на глибині
1…1,5 мм збільшення твердості стає незначним.
4.4 Дробоструменеве зміцнення
За допомогою пневмодробоструменевих і дробометних
процесів зміцнюють, а також очищують деталі практично
будь-якої геометричної форми, і при цьому не потрібна їх
94