
Page 54 - 6722
P. 54
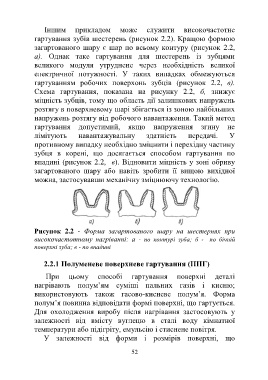
Іншим прикладом може служити високочастотне
гартування зубів шестерень (рисунок 2.2). Кращою формою
загартованого шару є шар по всьому контуру (рисунок 2.2,
а). Однак таке гартування для шестерень із зубцями
великого модуля утруднене через необхідність великої
електричної потужності. У таких випадках обмежуються
гартуванням робочих поверхонь зубців (рисунок 2.2, в).
Схема гартування, показана на рисунку 2.2, б, знижує
міцність зубців, тому що область дії залишкових напружень
розтягу в поверхневому шарі збігається із зоною найбільших
напружень розтягу від робочого навантаження. Такий метод
гартування допустимий, якщо напруження згину не
лімітують навантажувальну здатність передачі. У
противному випадку необхідно зміцнити і перехідну частину
зубця в корені, що досягається способом гартування по
впадині (рисунок 2.2, в). Відновити міцність у зоні обриву
загартованого шару або навіть зробити її вищою вихідної
можна, застосувавши механічну зміцнюючу технологію.
Рисунок 2.2 - Форма загартованого шару на шестернях при
високочастотному нагріванні: а - по контурі зуба; б - по бічній
поверхні зуба; в - по впадині
2.2.1 Полуменеве поверхневе гартування (ППГ)
При цьому способі гартування поверхні деталі
нагрівають полум’ям суміші пальних газів і кисню;
використовують також гасово-кисневе полум’я. Форма
полум’я повинна відповідати формі поверхні, що гартується.
Для охолодження виробу після нагрівання застосовують у
залежності від вмісту вуглецю в сталі воду кімнатної
температури або підігріту, емульсію і стиснене повітря.
У залежності від форми і розмірів поверхні, що
52