
Page 53 - 6722
P. 53
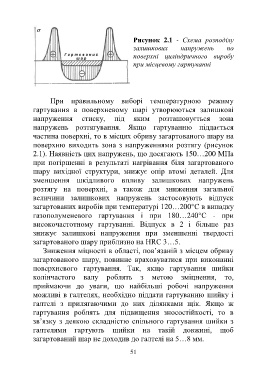
Рисунок 2.1 - Схема розподілу
залишкових напружень по
поверхні циліндричного виробу
при місцевому гартуванні
При правильному виборі температурною режиму
гартування в поверхневому шарі утворюються залишкові
напруження стиску, під яким розташовується зона
напружень розтягування. Якщо гартуванню піддається
частина поверхні, то в місцях обриву загартованого шару на
поверхню виходить зона з напруженнями розтягу (рисунок
2.1). Наявність цих напружень, що досягають 150…200 МПа
при погіршенні в результаті нагрівання біля загартованого
шару вихідної структури, знижує опір втомі деталей. Для
зменшення шкідливого впливу залишкових напружень
розтягу на поверхні, а також для зниження загальної
величини залишкових напружень застосовують відпуск
загартованих виробів при температурі 120…200°С в випадку
газополуменевого гартування і при 180…240°С - при
високочастотному гартуванні. Відпуск в 2 і більше раз
знижує залишкові напруження при зменшенні твердості
загартованого шару приблизно на HRC 3…5.
Зниження міцності в області, пов’язаній з місцем обриву
загартованого шару, повинне враховуватися при виконанні
поверхневого гартування. Так, якщо гартування шийки
колінчастого валу роблять з метою зміцнення, то,
приймаючи до уваги, що найбільші робочі напруження
можливі в галтелях, необхідно піддати гартуванню шийку і
галтелі з прилягаючими до них ділянками щік. Якщо ж
гартування роблять для підвищення зносостійкості, то в
зв’язку з деякою складністю спільного гартування шийки з
галтелями гартують шийки на такій довжині, щоб
загартований шар не доходив до галтелі на 5…8 мм.
51