
Page 135 - 6722
P. 135
Для наплавлення деталей технологічного обладнання
рекомендується напруга 25…40 В. Із збільшенням напруги
процес протікає більш стабільно, однак при цьому
відбувається інтенсивне вигорання хімічних елементів
електроду і зниження твердості наплавленого шару. Крок
наплавлення визначається діаметром наплавлюваної деталі,
силою струму, діаметром дроту і т.д. При круговому
наплавленні крок встановлюється із розрахунку, щоби
кожен наступний шов перекривав попередній приблизно на
1/3 ширини. При малому кроці наплавлення погіршується
сплавлення шару із основним металом, збільшується число
тріщин, зорієнтованих вздовж осі шва. Нерідко шар металу
не сплавляється із деталлю. Це пояснюється тим, що кожен
наступний валик майже повністю наплавляється на
попередній. При більшому кроці наплавлення міцність
сплавлення та твердість більші, однак між наплавленими
валиками можуть залишатись проміжки – незаплавлені
місця.
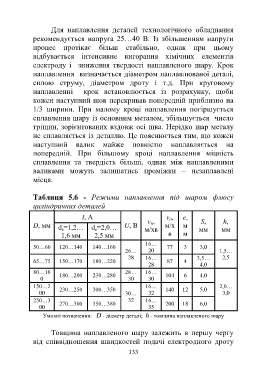
Таблиця 5.6 - Режими наплавлення під шаром флюсу
циліндричних деталей
I, А v д, e,
v н,
S,
h,
D, мм d e=1,2… d e=2,0… U, В м/хв м/х м мм мм
1,6 мм 2,5 мм в м
16…
50…60 120…140 140…160 77 3 3,0
26… 20 1,5…
28 16… 3,5… 2,5
65…75 150…170 180…220 87 4
28 4,0
80…10 180…200 230…280 28… 16… 104 6 4,0
0 30 30
150…2 230…250 300…350 16… 140 12 5,0 2,0…
00 30… 32 3,0
250…3 32 16…
00 270…300 350…380 35 200 18 6,0
Умовні позначення: D - діаметр деталі; h - товщина наплавленого шару
Товщина наплавленого шару залежить в першу чергу
від співвідношення швидкостей подачі електродного дроту
133