
Page 129 - 6722
P. 129
сухого гранульованого флюсу з розмірами зерен 0,5…3,5
мм.
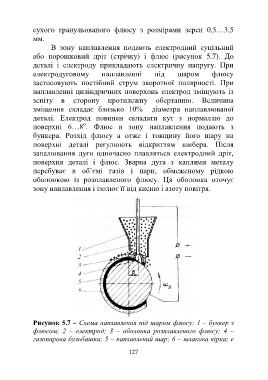
В зону наплавлення подають електродний суцільний
або порошковий дріт (стрічку) і флюс (рисунок 5.7). До
деталі і електроду прикладають електричну напругу. При
електродуговому наплавленні під шаром флюсу
застосовують постійний струм зворотної полярності. При
наплавленні циліндричних поверхонь електрод зміщують із
зеніту в сторону протилежну обертанню. Величина
зміщення складає близько 10% діаметра наплавлюваної
деталі. Електрод повинен складати кут з нормаллю до
о
поверхні 6…8 . Флюс в зону наплавлення подають з
бункера. Розхід флюсу а отже і товщину його шару на
поверхні деталі регулюють відкриттям шибера. Після
запалювання дуги одночасно плавляться електродний дріт,
поверхня деталі і флюс. Зварна дуга з каплями металу
перебуває в об’ємі газів і пари, обмеженому рідкою
оболонкою із розплавленого флюсу. Ця оболонка оточує
зону наплавлення і ізолює її від кисню і азоту повітря.
Рисунок 5.7 – Схема наплавлення під шаром флюсу: 1 – бункер з
флюсом; 2 – електрод; 3 – оболонка розплавленого флюсу; 4 –
газопарова бульбашка; 5 – наплавлений шар; 6 – шлакова кірка; е
127