
Page 128 - 6722
P. 128
наплавлення великих (по площі поверхонь), наприклад,
робочих поверхонь щекових дробарок.
Зерниста порошкова суміш наплавляється за
допомогою вугільного електроду (рисунок 5.6). На
підготовлену поверхню насипають тонкий шар флюсу –
прожареної бури (0,2…0,3 мм) і шар порошкової суміші
товщиною 3…7 мм і шириною не більше 50 мм. При
необхідності наплавлення більшої ширини використовують
наплавлення декількох поліс. Шар розрівнюють і злегка
ущільнюють гладилкою. Наплавлення проводять плавними
поперечними рухами вугільного електроду вздовж
наплавлюваної поверхні. Швидкість переміщення повинна
забезпечувати сплавлення наплавленого сплаву із основним
металом. Використовується струм прямої полярності. При
діаметрі електроду 10…16 мм струм наплавлення складає
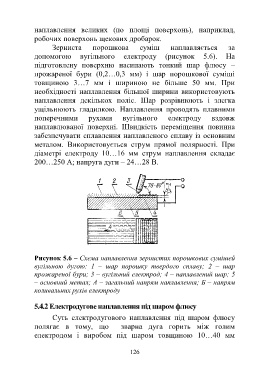
200…250 А; напруга дуги – 24…28 В.
Рисунок 5.6 – Схема наплавлення зернистих порошкових сумішей
вугільною дугою: 1 – шар порошку твердого сплаву; 2 – шар
прожареної бури; 3 – вугільний електрод; 4 – наплавлений шар; 5
– основний метал; А – загальний напрям наплавлення; Б – напрям
коливальних рухів електроду
5.4.2 Електродугове наплавлення під шаром флюсу
Суть електродугового наплавлення під шаром флюсу
полягає в тому, що зварна дуга горить між голим
електродом і виробом під шаром товщиною 10…40 мм
126