
Page 20 - 6574
P. 20
У цьому разі неперервність обробки партії на наступній операції може
бути досягнута лишепри нагромадженні перед початком її мінімально
необхідного заділу (запасу) деталей, а отже, наступна операція може бути
почата в більш пізній момент.
При цьому, остання передавальна партія (або штука) обробляється на
останній операції без очікування (послідовно), а всі попередні мають бути
оброблені до моменту початку обробки останньої.
m t m 1 t
Т пп = р i n p i
i 1 C i i 1 C i кор
Послідовне порівняння кожної пари операцій дає можливість віднести їх
одну до довгих, іншу – до коротких.
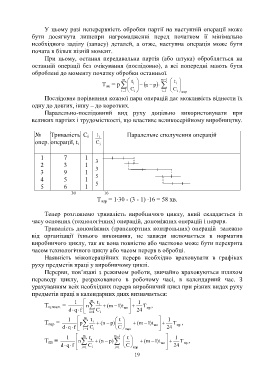
Паралельно-послідовний вид руху доцільно використовувати при
великих партіях і трудомісткості, що властиве великосерійному виробництву.
№ Тривалість C і t i Паралельне сполучення операцій
C
опер. операції, t i i
1 7 1
3
2 3 1
3
3 9 1
5
4 5 1
5
5 6 1
30 16
Т пар = 1∙30 - (3 - 1) ∙16 = 58 хв.
Тепер розглянемо тривалість виробничого циклу, який складається із
часу основних (технологічних) операцій, допоміжних операцій і перерв.
Тривалість допоміжних (транспортних контрольних) операцій залежно
від організації їхнього виконання, не завжди включається в норматив
виробничого циклу, так як вона повністю або частково може бути перекрита
часом технологічного циклу або часом перерв в обробці.
Наявність міжопераційних перерв необхідно враховувати в графіках
руху предметів праці у виробничому циклі.
Перерви, пов’язані з режимом роботи, звичайно враховуються шляхом
переводу циклу, розрахованого в робочому часі, в календарний час. З
урахуванням всіх необхідних перерв виробничий цикл при різних видах руху
предметів праці в календарних днях визначається:
1 m t 1
Т ц.посл. = i ( m t ) 1 мо Т ,
n
пр
d q f i 1 C i 24
1 m t t 1
Т пар = i n ( ) p ( m t ) 1 мо Т ,
р
пр
d q f i 1 C i C max 24
1 m t m 1 t 1
Т пп = n i n ( ) p ( m t ) 1 мо Т ,
пр
d q f i 1 C i i 1 C кор 24
19