
Page 17 - 6574
P. 17
час. При цьому вважають, що всі інші деталі з короткими циклами
обробляються повністю паралельно процесу виготовлення деталі-
представника.
Скорочення виробничого циклу можливе за двома напрямами:
- зменшення часу, пов’язаного з виконанням технологічних операцій;
- зведення до мінімуму всіх видів перерв у процесі виготовлення
предмету праці.
Основу виробничого циклу складає технологічний цикл, який в свою
чергу складається із операційних циклів.
Операційний цикл – це тривалість обробки партії на даній операції
процесу.
За наявності на операції декількох працюючих верстатів (фронт робіт С і)
операційний цикл визначається:
n t
Топ і = шк і ,
С
і
де t шкі – штучно-калькуляційна норма часу на операцію, хв;
n – розмір партії деталей.
1.4. Види сполучення операцій. Шляхи та резерви скорочення
тривалості виробничого циклу
Сполучення в часі виконання операційних циклів суттєво впливає на
виробничий цикл і визначає порядок передачі деталей (партій) в процесі.
Можливі три види сполучення операцій (видів руху предметів праці за
операціями процесу):
- послідовний;
- паралельний;
- паралельно-послідовний.
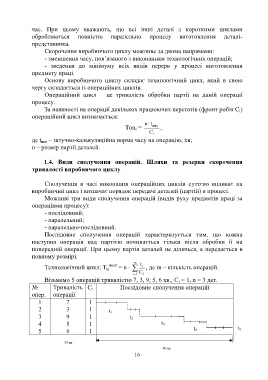
Послідовне сполучення операцій характеризується тим, що кожна
наступна операція над партією починається тільки після обробки її на
попередній операції. При цьому партія деталей не ділиться, а передається в
повному розмірі.
m
посл t i
Технологічний цикл: Т ц = n ∙ , де m – кількість операцій.
i 1 C i
Візьмемо 5 операцій тривалістю 7, 3, 9, 5, 6 хв., C і = 1, n = 3 дет.
№ Тривалість C і Послідовне сполучення операцій
опер. операції
1 7 1
2 3 1
t 1
3 9 1 t 2
4 5 1 t 3
5 6 1 t 4 t 5
30 хв.
90 хв
16