
Page 18 - 6574
P. 18
Т ц = 3∙30 = 90 хв.
Основним недоліком послідовного сполучення операцій являється те,
що деталі довгий час пролежують між операціями. Тому така організація
руху предметів праці доцільна при невеликих партіях виробів і при невисокій
трудомісткості операцій. Це, як правило, властиве дрібносерійному і
одиничному виробництву. Для послідовного сполучення характерним
являється випуск продукції широкої номенклатури.
Устаткування працює безперервно!
При переході обробки одних деталей на інші витрачається багато часу
на переобладнання робочих місць. Великим є норматив незавершеного
виробництва.
Паралельний вид руху предметів праці у виробництві характеризується
тим, що невеликі передавальні партії або окремі штуки передаються з
попередньої операції на наступну відразу після закінчення їхньої обробки на
попередній (незалежно від тривалості суміжних операційних циклів).
При цьому партія ділиться на невеликі передавальні (транспортні) партії
(р) або навіть окремі штуки.
Технологічний цикл при паралельному виді руху виробів розраховують
за формулою:
m t t
Т пар = р i n p
i 1 C i C max
При цьому партія або окремі штуки не пролежують, однак робочі місця
завантажені не повністю.
Отже, в цьому разі має місце паралельність, найкоротший цикл, але не
досягнуто неперервності.
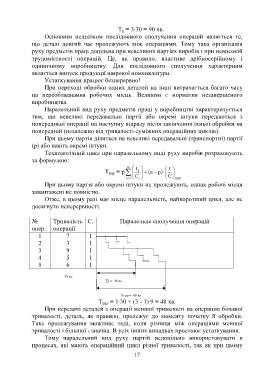
№ Тривалість C і Паралельне сполучення операцій
опер. операції
1 7 1
2 3 1
3 9 1
4 5 1
5 6 1
30 хв.
∑t = 30 хв
Тпар = 48 хв
Т пар = 1∙30 + (3 - 1)∙9 = 48 хв.
При передачі деталей з операції меншої тривалості на операцію більшої
тривалості, деталь, як правило, пролежує до моменту початку її обробки.
Таке пролежування можливе тоді, коли різниця між операціями меншої
тривалості і більшої - значна. В усіх інших випадках простоює устаткування.
Тому паралельний вид руху партій недоцільно використовувати в
процесах, які мають операційний цикл різної тривалості, так як при цьому
17