
Page 188 - 6183
P. 188
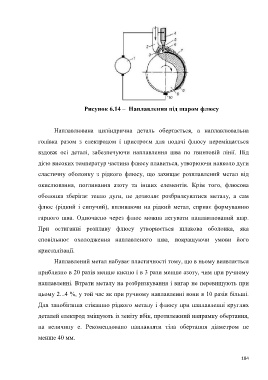
Рисунок 6.14 – Наплавлення під шаром флюсу
Наплавлювана циліндрична деталь обертається, а наплавлювальна
голівка разом з електродом і пристроєм для подачі флюсу переміщається
вздовж осі деталі, забезпечуючи наплавлення шва по гвинтовій лінії. Під
дією високих температур частина флюсу плавиться, утворюючи навколо дуги
еластичну оболонку з рідкого флюсу, що захищає розплавлений метал від
окислювання, поглинання азоту та інших елементів. Крім того, флюсова
оболонка зберігає тепло дуги, не дозволяє розбризкуватися металу, а сам
флюс (рідкий і сипучий), впливаючи на рідкий метал, сприяє формуванню
гарного шва. Одночасно через флюс можна легувати наплавлюваний шар.
При остиганні розплаву флюсу утворюється шлакова оболонка, яка
сповільнює охолодження наплавленого шва, покращуючи умови його
кристалізації.
Наплавлений метал набуває пластичності тому, що в ньому виявляється
приблизно в 20 разів менше кисню і в 3 рази менше азоту, чим при ручному
наплавленні. Втрати металу на розбризкування і вигар не перевищують при
цьому 2...4 %, у той час як при ручному наплавленні вони в 10 разів більші.
Для запобігання стіканню рідкого металу і флюсу при наплавленні круглих
деталей електрод зміщують із зеніту вбік, протилежний напрямку обертання,
на величину е. Рекомендовано наплавляти тіла обертання діаметром не
менше 40 мм.
184