
Page 187 - 6183
P. 187
температура відпуску нової деталі. Час витримки при цьому складає 0,5...1
год.
При більших деформаціях виконують гарячу правку деталей при
температурі 600...800 °С. Прогин колінчастого вала – один з
найпоширеніших дефектів, що усувають правкою на пресі перед
шліфуванням шийок. Правка під пресом викликає сильні структурні зміни і
знижує втомну міцність валів.
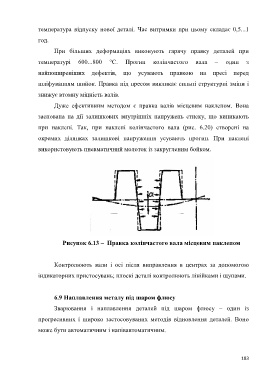
Дуже ефективним методом є правка валів місцевим наклепом. Вона
заснована на дії залишкових внутрішніх напружень стиску, що виникають
при наклепі. Так, при наклепі колінчастого вала (рис. 6.20) створені на
окремих ділянках залишкові напруження усувають прогин. При наклепі
використовують пневматичний молоток із закругленим бойком.
Рисунок 6.13 – Правка колінчастого вала місцевим наклепом
Контролюють вали і осі після виправлення в центрах за допомогою
індикаторних пристосувань; плоскі деталі контролюють лінійками і щупами.
6.9 Наплавлення металу під шаром флюсу
Зварювання і наплавлення деталей під шаром флюсу – один із
прогресивних і широко застосовуваних методів відновлення деталей. Воно
може бути автоматичним і напівавтоматичним.
183