
Page 212 - 4737
P. 212
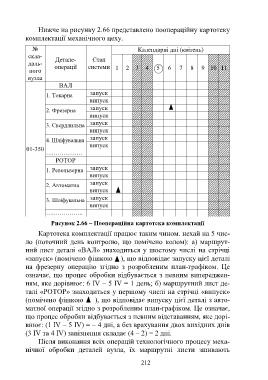
Нижче на рисунку 2.66 представлено поопераційну картотеку
комплектації механічного цеху.
№ Календарні дні (квітень)
скла- Детале- Стан
даль- операції системи
ного 1 2 3 4 5 6 7 8 9 10 11
вузла
ВАЛ
запуск
1. Токарна
випуск
запуск
2. Фрезерна
випуск
запуск
3. Свердлильна
випуск
запуск
4. Шліфувальна
випуск
01-350
……………….
РОТОР
запуск
1. Револьверна
випуск
запуск
2. Автоматна
випуск
запуск
3. Шліфувальна
випуск
……………….
Рисунок 2.66 – Поопераційна картотека комплектації
Картотека комплектації працює таким чином. нехай на 5 чис-
ло (поточний день контролю, що помічено колом): а) маршрут-
ний лист деталі «ВАЛ» знаходиться у шостому числі на стрічці
«запуск» (помічено фішкою ), що відповідає запуску цієї деталі
на фрезерну операцію згідно з розробленим план-графіком. Це
означає, що процес обробки відбувається з певним випереджен-
ням, яке дорівнює: 6 IV – 5 IV = 1 день; б) маршрутний лист де-
талі «РОТОР» знаходиться у першому числі на стрічці «випуск»
(помічено фішкою ), що відповідає випуску цієї деталі з авто-
матної операції згідно з розробленим план-графіком. Це означає,
що процес обробки відбувається з певним відставанням, яке дорі-
внює: (1 IV – 5 IV) = – 4 дні, а без врахування двох вихідних днів
(3 IV та 4 IV) запізнення складає (4 – 2) = 2 дні.
Після виконання всіх операцій технологічного процесу меха-
нічної обробки деталей вузла, їх маршрутні листи зшивають
212