
Page 187 - 4737
P. 187
C деф .
P опт . j , (2.102)
риз . j С зап . j С деф . j
де C деф – збитки від дефіциту одиниці j-ої номенклатурної позиції;
C зап – утримання одиниці запасу j-ої номенклатурної позиції
на міжцеховому складі готових деталей.
2. Оптимальна ймовірність забезпечення попиту партією по-
стачання j-ої номенклатури. Цей показник за своєю величиною
дорівнює оптимальному значенню коефіцієнта ризику.
3. Оптимальна середня величина партії постачання j-ої номе-
нклатурної позиції n опт .
j
4. Оптимальний середній рівень запасу j-ої номенклатурної
позиції З опт .
j
Розв’язок представлених моделей може бути здійснено двома
методами:
а) матрично-табличний метод;
б) метод статистичних випробувань (метод Монте-Карло).
Розв’язок однономенклатурної стохастичної моделі партії
поставки j-ої номенклатури матрично-табличним методом.
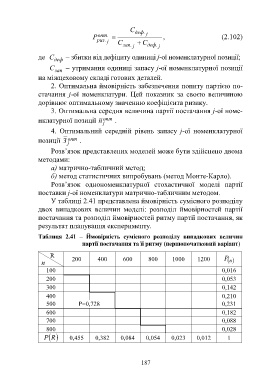
У таблиці 2.41 представлена ймовірність сумісного розподілу
двох випадкових величин моделі: розподіл ймовірностей партії
постачання та розподіл ймовірностей ритму партії постачання, як
результат планування експерименту.
Таблиця 2.41 – Ймовірність сумісного розподілу випадкових величин
партії постачання та її ритму (першопочатковий варіант)
R
200 400 600 800 1000 1200 P n
n
100 0,016
200 0,053
300 0,142
400 0,210
500 Р=0,728 0,231
600 0,182
700 0,088
800 0,028
P R 0,455 0,382 0,084 0,054 0,023 0,012 1
187