
Page 185 - 4737
P. 185
Особливістю даної модель-задачі є визначення оптимального
P
n
значення партії постачання при заданих значеннях , ,
ij
j
P (таблиці 2.39, 2.40) умовами планування експерименту на
R
ij
заданому об’єкті дослідження. Модель-задача розглядається як
однономенклатурна без взаємозв’язку з іншими номенклатурами.
б) багатономенклатурна стохастична економіко-математична
модель оптимальної партії постачання.
Організаційно-управлінські особливості та передумови роз-
робки моделі такі:
– нехай існує і = (1,2…n) фінішних робочих місць механічно-
го цеху. За кожним з них закріплено, відповідно з коефіцієнтом
закріплення операцій, певна кількість номенклатурних позицій
виробничої програми.
В умовах дрібносерійного виробництва характерною особли-
вістю є здійснення переналагодження верстатів на обробку певної
партії j-ої номенклатури у кожну зміну.
Отже, в результаті функціонування і-го фінішного робочого
місця (верстату) формується багатономенклатурний потік дета-
лей з переналагодженням верстату у кожну зміну. Кожне перена-
лагодження пов’язане з витратами підготовчо-заключного часу
t . з . п на обробку партії j-ої номенклатури.
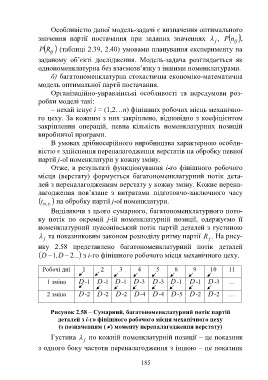
Виділяючи з цього сумарного, багатономенклатурного пото-
ку потік по окремій j-ій номенклатурній позиції, одержуємо її
номенклатурний пуасонівський потік партій деталей з густиною
та показниковим законом розподілу ритму партії R . На рису-
j
j
нку 2.58 представлено багатономенклатурний потік деталей
D 1 , D 2 ... з і-го фінішного робочого місця механічного цеху.
Робочі дні 1 2 3 4 5 8 9 10 11
1 зміна D -1 D -1 D -1 D -3 D -3 D -1 D -1 D -3 …
2 зміна D -2 D -2 D -2 D -4 D -4 D -5 D -2 D -2 …
Рисунок 2.58 – Сумарний, багатономенклатурний потік партій
деталей з і-го фінішного робочого місця механічного цеху
(з позначенням ( ) моменту переналагодження верстату)
Густина по кожній номенклатурній позиції – це показник
j
з одного боку частоти переналагодження з іншою – це показник
185