
Page 139 - 4737
P. 139
Для підтвердження тривалості отриманого результату, пред-
ставимо розрахунки параметрів P , P , «першого способу
2 j
1 j
j
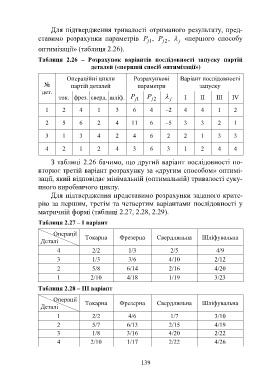
оптимізації» (таблиця 2.26).
Таблиця 2.26 – Розрахунок варіантів послідовності запуску партій
деталей («перший спосіб оптимізації»)
Операційні цикли Розрахункові Варіант послідовності
№ партій деталей параметри запуску
дет.
ток. фрез. сверд. шліф. P P І ІІ ІІІ ІV
1 j
2 j
j
1 2 4 1 3 6 4 –2 4 4 1 2
2 5 6 2 4 11 6 –5 3 3 2 1
3 1 3 4 2 4 6 2 2 1 3 3
4 2 1 2 4 3 6 3 1 2 4 4
З таблиці 2.26 бачимо, що другий варіант послідовності по-
вторює третій варіант розрахунку за «другим способом» оптимі-
зації, який відповідає мінімальній (оптимальній) тривалості суку-
пного виробничого циклу.
Для підтвердження представимо розрахунки заданого крите-
рію за першим, третім та четвертим варіантами послідовності у
матричній формі (таблиці 2.27, 2.28, 2.29).
Таблиця 2.27 – І варіант
Операції
Токарна Фрезерна Свердлильна Шліфувальна
Деталі
4 2/2 1/3 2/5 4/9
3 1/3 3/6 4/10 2/12
2 5/8 6/14 2/16 4/20
1 2/10 4/18 1/19 3/23
Таблиця 2.28 – III варіант
Операції
Деталі Токарна Фрезерна Свердлильна Шліфувальна
1 2/2 4/6 1/7 3/10
2 5/7 6/13 2/15 4/19
3 1/8 3/16 4/20 2/22
4 2/10 1/17 2/22 4/26
139